Case Insight
Magnet wire vibration failures often leave small clues.
Copper debris, nicked wire surfaces, and localized fracture features can separate a true material problem from a local mechanical-damage sequence in wound components.
What This Case Shows
A failed inductor from a vibration sequence showed multiple fractured magnet-wire ends and copper-rich debris within the winding region. The most important finding was not a broad difference in wire quality. Comparative samples showed similar conductor diameter, insulation thickness, and fine-grained annealed copper microstructure.
The failed sample was distinguished by localized physical damage at the fracture sites. That points toward a mechanical-damage sequence: local nicking or wire movement created vulnerable initiation sites that were then exposed by vibration.
The Evidence That Matters
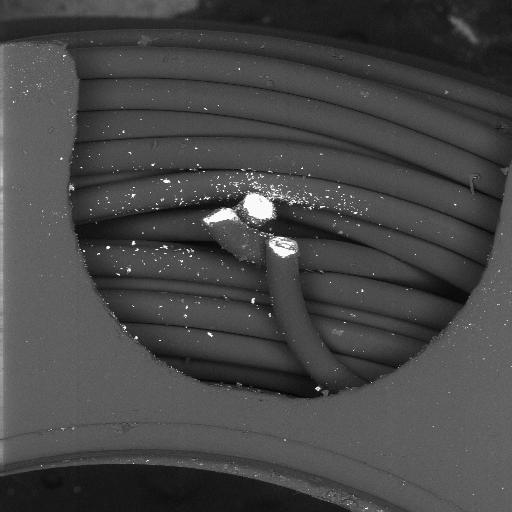
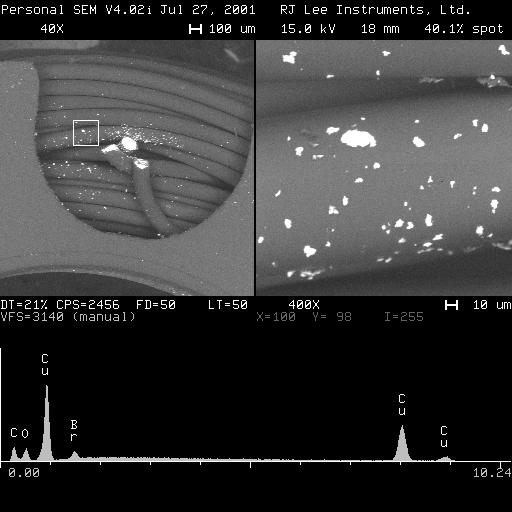
The failed vibration sample contained scattered copper debris around the fractured wire region. In this context, copper debris is not just loose contamination. It links the debris to the conductor and indicates that copper was removed from a wire surface, fractured end, or contact region and redistributed within the winding.
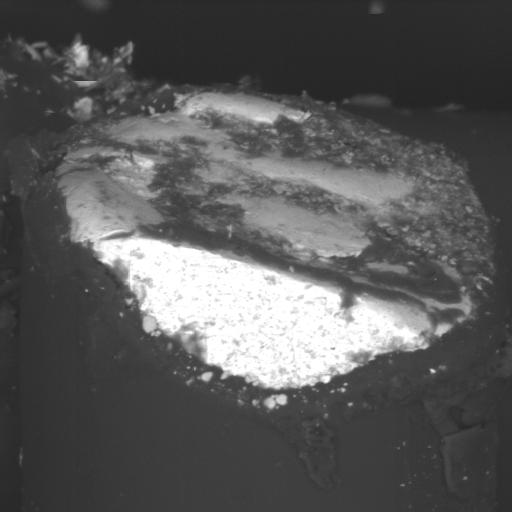
Several broken wire ends also showed wedge-shaped, flattened, or non-circular features. Those features are consistent with local nicking or mechanical damage at or near the fracture location. The geometry suggests that the wire did not simply fail as a pristine circular conductor.

Interpretation
The best-supported interpretation is that premature vibration failure was associated with localized physical damage to the magnet wire. The failed sample contained multiple fractured wire ends, copper-rich debris, and fracture-end features consistent with local nicking or mechanical damage.
The comparative samples narrow the explanation. If passing and failed samples have similar conductor size, insulation thickness, and copper microstructure, then the failure is less likely to be caused by a general difference in wire stock. The differentiating feature is local damage at the failure site.
A careful conclusion is:
The premature vibration failure was associated with localized physical damage to the magnet wire. No general difference in wire geometry, insulation thickness, or copper microstructure was identified that would explain the performance difference between the failed and passing samples.
What This Does Not Prove
The evidence supports local mechanical damage, but it does not prove exactly when that damage was introduced. The nicking may have occurred during winding, handling, assembly, or during vibration after relative wire movement began.
- The available report did not document a pre-test inspection of the exact failed winding.
- Some fracture surfaces were peened or covered with insulation.
- Matching fracture-surface pairs may not have been recoverable from the submitted material.
- The report did not evaluate winding layer uniformity, restraint, potting, or support geometry.
Those limits are important. They keep the interpretation useful without turning it into an overclaim.
Questions Engineers Usually Ask
Would SE imaging add value?
Yes. BSE imaging makes copper-rich debris stand out clearly, while SE imaging can add surface-topography detail. For a future case, SE imaging could help document nick geometry, rubbing marks, local deformation, and possible fatigue-initiation sites.
Does the copper dust mean something sawed through the wire?
Not necessarily. Copper-rich debris shows copper removal or transfer, but it does not by itself prove cutting or sawing. In a vibrating winding, copper debris may result from rubbing, fretting, peening, fractured-end contact, or local wire movement.
Could this have started as a manufacturing or handling defect?
Yes. The evidence supports local physical damage, but it does not identify when the damage was introduced. Winding, handling, assembly, fixturing, local restraint, or vibration-driven wire movement could all contribute.
Practical Use
Use this case when reviewing vibration failures in inductors, coils, transformers, solenoids, or other wound magnetic components. It is especially useful when failed and passing units appear materially similar, but the failed unit shows copper debris, wire-end deformation, or localized fracture features.
For reliability programs, the case also demonstrates the value of environmental stress screening. Properly applied vibration or shock screening can expose units with local manufacturing, handling, restraint, or winding defects before they enter service. Screening finds the vulnerable unit; root-cause work still has to identify the local condition that made it vulnerable.
Recommended Next Actions
- Map the full winding region before removing or isolating wire ends.
- Use BSE imaging to locate copper-rich debris and metallic transfer.
- Add SE imaging where fracture-origin topography matters.
- Confirm debris chemistry with EDS.
- Recover paired fracture surfaces where possible.
- Compare failed, passing, and source-wire samples.
- Inspect winding geometry, restraint, potting, adhesive, and local support.
Focused Review
Have a vibration or wound-component failure question?
Submit SEM images, EDS results, photos, and case context for a focused written interpretation of the likely mechanism and the evidence limits.